產(chǎn)品詳情:
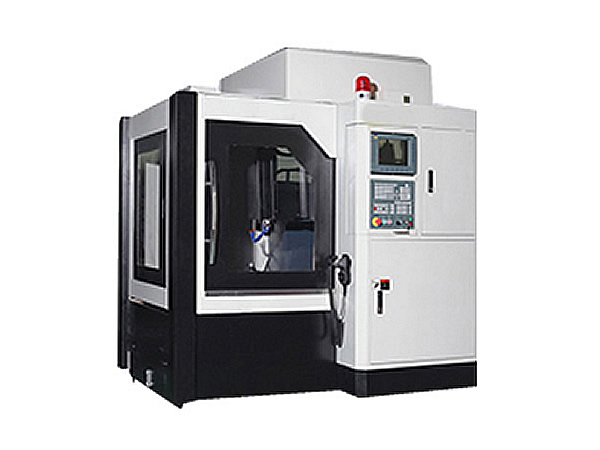
CNC數(shù)控機(jī)床鈑金所有或大部分工藝都應(yīng)用數(shù)控機(jī)械���,如數(shù)控機(jī)床�����、數(shù)控激光切割機(jī)�����、數(shù)控剪板機(jī)等�。它可以實(shí)現(xiàn)高商品精度�,并縮短產(chǎn)品研發(fā)時(shí)間??梢粤⒓磸睦L圖到電子產(chǎn)品的生產(chǎn)和制造。適用于小批量生產(chǎn)和各種智能化生產(chǎn)�����。CNC電腦鑼加工是一種裝有程序控制系統(tǒng)的自動(dòng)化機(jī)床加工�����。該控制系統(tǒng)能夠邏輯地處理具有控制編碼或其他符號指令規(guī)定的程序��,并將其譯碼�����,從而使機(jī)床動(dòng)作并加工零件.又叫做CNC或數(shù)控機(jī)床�。數(shù)控機(jī)床鈑金按鈑金件的基本加工方式,如下料、折彎���、拉伸����、成型��、焊接���。 本規(guī)范闡述每一種加工方式所要注意的工藝要求�����。
下料
數(shù)控機(jī)床外殼下料根據(jù)加工方式的不同�,可分為普沖��、數(shù)沖��、剪床開料�、激光切割、風(fēng)割���,由于加工方法的不同,下料的加工工藝性也有所不同。 鈑金下料方式主要為數(shù)沖和激光切割�。
折彎
材料彎曲時(shí),其圓角區(qū)上����,外層收到拉伸,內(nèi)層則受到壓縮��。當(dāng)材料厚度一定時(shí)����,內(nèi)r越小,材料的拉伸和壓縮就越嚴(yán)重���;當(dāng)外層圓角的拉伸應(yīng)力超過材料的極限強(qiáng)度時(shí)����,就會(huì)產(chǎn)生裂縫和折斷��,因此�����,彎曲零件的結(jié)構(gòu)設(shè)計(jì)����,應(yīng)避免過小的彎曲圓角半徑����。
拉伸
數(shù)控機(jī)床外防護(hù)拉伸件底部與直壁之間的圓角半徑應(yīng)大于板厚��,即r1≥t ���。為了使拉伸進(jìn)行得更順利�,一般取r1=(3~5)t�,大圓角半徑應(yīng)小于或等于板厚的8倍,即r1≤8t�����。拉伸件由于各處所受應(yīng)力大小各不相同����,使拉伸后的材料厚度會(huì)發(fā)生變化。一般來說�,底部中央保持原來的厚度,底部圓角處材料變薄���,頂部靠近凸緣處材料變厚��,矩形拉伸件四周圓角處材料變厚�����。